My shopping cart
Your cart is currently empty.
Continue ShoppingBio Cold Flow Improver Cold Flow Treatment for Biodiesel - 1 Gallon Jug
Lowers gelling temperatures and improves cold weather handling of biodiesel blends
Cold weather users know that biodiesel fuels encounter cold flow and handling problems at much higher temperatures than conventional petrodiesel – even as high as +50 degrees F. Bell’s Bio Cold Flow Improver formulation combats cold weather gelling in biodiesel product.
Bio Cold Flow Improver lowers the cold filter plug point and pour point of B2-B20 Biodiesel blends, for improved handling in colder weather, while addressing the major problems of water contamination and fuel instability/decomposition.
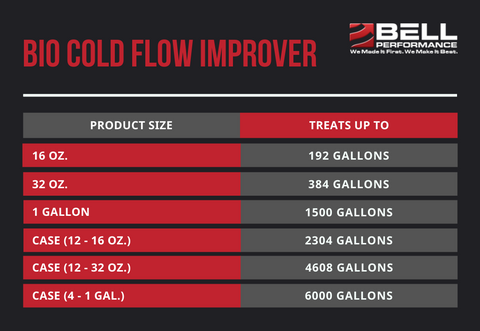
One ounce treats 12 gallons of biodiesel fuel. One gallon treats up to 1,500 gallons.
Adjust treat ratio up or down dependent on your exact blend (especially if the fuel is not certified to meet ASTM specifications for biodiesel). Extreme cold weather conditions may require a higher treat ratio.
For best results, use Bio Cold Flow Improver at temperatures 60 degrees F. Not recommended for use in biodiesel produced from palm oil.






